
Marel Poultry solutions: for some six to eight weeks, even longer in the case of heavier and specialist breeds, broilers will have been carefully nurtured on the growing farm. Growers will have invested time, money and effort in creating the best possible environment for them to thrive. Once they reach slaughter weight, they will be caught, crated and loaded onto trucks for the journey to the processing plant. Catching, loading and transport are, however, operations that will be new to birds and could possibly stress them.
“As an industry, we have a responsibility in ensuring that all stages during loading and transport are well taken care of,” says Tim van Schaik, product manager for Marel Poultry. “It is very much in the ethical and financial interest of both grower and processor that every effort is made to handle birds as humanely as possible, as this will make for the lowest possible number of unwelcome DOAs and downgrades.”
Manual catching
Although automatic catching machines have been on the market for a number of years, some 80% of birds in Europe and some 90% of birds in the USA are still caught manually. Catching is a demanding job. An individual catcher could be lifting and handling 20,000 to 25,000 kg over an eight hour catching shift. At the same time, breeding programs over past decades have produced top-performing birds, which deserve to be handled with care. This means paying close attention to the design of the modules into which birds, once caught, will be loaded.
Easy loading
Catching should be complete within an hour at most. Although plastic crates are still used, most high volume operators now work with multi-tier containers or modules. These modules should be brought into the growing shed and placed as close as possible to where catching is actually happening; catchers should not have to walk any distance with birds.
Tim van Schaik says, “It is particularly important that their design allows modules to be placed close to walls or corners, so that those last few birds can be caught and loaded. Modules should also allow birds to be loaded easily with minimal risk of damage.” Loading openings should therefore be big enough to allow birds to be loaded downwards onto their feet. Module design should be such as to minimize the risk of heads, wings or legs becoming trapped during loading.
“A responsibility in ensuring that all stages during loading and transport are well taken care of”
Efficient ventilation
Full modules should be loaded on the truck as quickly as possible. Loading a truck will typically take up to an hour. The journey to the processing plant also has its risks for the birds. Measures will have to be taken to protect them from extremes of heat and cold and from inclement weather. Broiler chickens produce a lot of heat and exhale humid air. Heat stress can quickly become an issue. Module design should allow for efficient ventilation both when the truck is parked and when it is in motion. Particularly important are floor design and giving birds enough headroom. Headroom is also crucial, as birds tend to sit during the journey. They should be able to sit comfortably with their heads up.
During the trip
During the trip, the truck driver will have to brake and negotiate bends. Road surfaces will not always be smooth. Floor design should therefore allow birds to grip. Design should also take account of the manure which will inevitably accumulate during the journey. Birds should not sit in their own manure, from which birds in the tier beneath should be protected as far as possible.
Appropriate truck design is important too. Ventilation slots should be correctly positioned to ensure a good flow of air to all modules. Protection at the sides of the vehicle will vary according to climate and season. Such protection can range from fixed side covers in very cold climates to light and heavyweight tarpaulins. It should also be possible to lift the roof by at least 50cm to allow modules to be loaded easily.
Lower CO2 footprint
Modules should be designed to carry as many birds as possible as comfortably as possible. Tim van Schaik continues, “If more birds can be transported in one trip, fewer trips will be needed. This not only saves fuel but also helps the environment, as the CO2 footprint per bird transported will be lower.” Modules should also be easy to clean and disinfect, reducing the risk of disease transmission to a minimum.
Tick all boxes
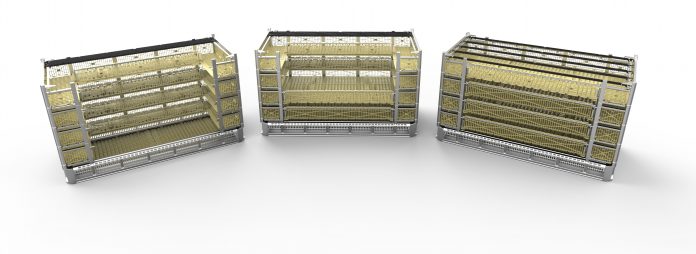
SmartStack, the transport module developed for Marel Poultry’s ATLAS live bird handling system, ticks all of the above boxes. It consists of a variable number of self-nesting trays equipped with tried and tested AirFlo floors, which open up to give a loading opening of 70% of the floor area of each tray. SmartStack has no frame and its pallet doubles as an additional tier for transporting birds.
“Ensuring the supply of birds in the best possible, stress-free condition for processing.”
Arrival at the plant
“On arrival at the processing plant and before processing begins, birds should rest for two to three hours in a specially designed lairage, so that their heart and breathing rates can return to normal,” explains Tim van Schaik. “This is particularly important in plants using controlled atmosphere stunning, as to be optimally effective, this technology relies on birds breathing normally.”
The first veterinary check at the processing plant can now be done. The ideal module will make both this check and the removal of any bird found to be in distress easy, by, for example, being able to flip over the side panel nearest to the bird. This is yet another feature of the Marel Poultry SmartStack module.

Destacking
When birds are ready to be processed, modules are moved to the in-plant set-up of the live bird handling system. If made up from self-nesting trays, modules must be automatically destacked in a smooth way. Open trays then move individually along a system of conveyors to the next step in the processing line. Any birds found to be dead on arrival can be removed immediately after destacking.
First process
Stunning is the first step in processing and marks the end of the journey from growing shed floor to processing line. Stunning can be done either electrically or using a controlled atmosphere. Electrical stunning remains the world’s most widely used stunning technology. It is both extremely reliable and effective.
Controlled atmosphere stunning, now used increasingly in high volume plants worldwide, offers the considerable benefit that birds are stunned before being shackled to the processing line. They no longer experience the stress of being handled and then conveyed upside down to the electrical stunner, seen as a big step forwards for animal well-being. Shackling operatives no longer have to struggle with flapping birds.
Gentle lapse
Multi-stage controlled atmosphere stunning systems, such as the Marel Poultry SmoothFlow system take birds through a succession of stages where the percentage of CO2 is gradually increased. The atmosphere of the first induction phase should be formulated so that birds lapse gently into unconsciousness and do not gasp or convulse. Tim van Schaik adds, “CAS SmoothFlow uses a pre-mixed atmosphere, to which both oxygen and carbon dioxide have been added. After passing through its induction, transition and completion stages, birds leave the SmoothFlow system irreversibly stunned but with their physiological functions still intact. In many markets this is a religious requirement.”
Stress-free
Birds have now completed their journey from the growing shed floor to the processing line. This will have lasted several hours. With the right equipment these situations can be effectively managed, ensuring the supply of birds in the best possible, stress-free condition for processing. Sustainability too will have been safeguarded.

Sustainability
Sustainability is about making the best use of available raw material and avoiding waste. Most processes involve assembling individual components into a single end product. Poultry processing does things the other way round. It disassembles. A sustainable disassembly process pays careful attention to maintaining the quality of each and every component and finding the very best use for it. This means limiting the incidence of DOAs and downgrades to an absolute minimum, ideally to zero.
“Sustainability, care of the environment and animal well-being are important values.”
Responsible energy and water use
Equipment design should focus on using inputs such as energy and water responsibly. The Marel Poultry ATLAS live bird handling in-plant system is robust and simple and has only three automatic pieces of equipment. SmartStack modules have been designed to be easy to clean thoroughly. A new module washing system uses clever nozzle design and positioning to ensure that no more water than absolutely necessary is used during the process. The Marel Poultry SmoothFlow CAS system has been designed to mimimize gas consumption rates.
Consumers in many countries across the globe are showing increasing interest in how their food is produced. Sustainability, care of the environment and the well-being of the animals whose meat we eat are values, which are becoming daily more important. “It is only right that we should concentrate on delivering a journey from shed to shackle, which is as smooth and stress-free as possible,” concludes Tim van Schaik.


