

Where automation replaces human labor, food production is safer.
Food safety is rightly a key issue in today’s poultry industry. Everyone wants to eat food, which is safe. Although the poultry meat supply chain is larger than just the processing facility, in the end, our industry is held responsible when the produced food isn’t safe.
That’s why all processes in the factory must be dedicated to food safety. Fortunately, there are many ways to secure the safe handling of poultry food. Good cleaning, hygiene, prevention of cross-contamination and the least human intervention are a few key components. By automating the process, these points of attention can be tackled much easier.
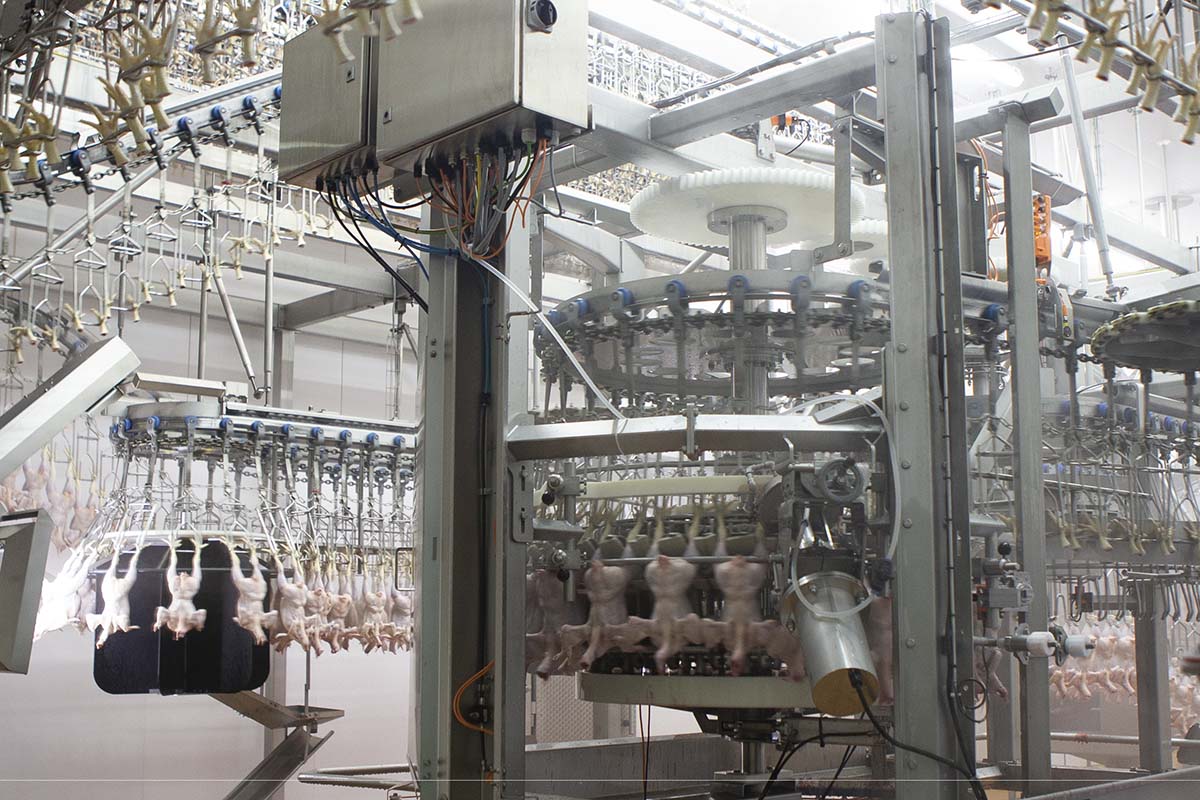
To ensure a truly safe process, processes should be kept in line and, where possible, should be automated. Marel now offers processing systems capable of handling up to 15,000 bph, where products are kept in line from live bird hang-on until their release as a whole product or a cut portion. All steps in the process are fully automated with human input being limited to veterinary inspection, supervision and the packing of edible giblets.
Eyes, not hands
Human hands are the most critical contaminant in a poultry processing plant. Every touch is potentially contaminating. Where automation is available for a process, machines should do the work. In an ideal world, human input would be limited to supervision only, eyes and not hands.
Product should flow as smartly as possible through all stages of the process. Not only do buffers involve costly double handling, they also risk gains in temperature, which will encourage the growth of harmful bacteria and shorten shelf life. The aim should be to move product as quickly as possible from live bird hang-on to the cold store.
Safe transport
To move poultry products safely from A to B, the transport mustn’t be done by humans, but automatically. In the primary process, Marel’s overhead conveyors take care that products don’t touch each other, preventing cross-contamination. Once unloaded from the shackles, SystemFlex conveyors take over the safe transport, maintaining the integrity of the product. Besides bringing products safely and hygienically to the next process step, SystemFlex also reduces human contact with the product by automatically positioning products correctly for in-feed into a downstream machine. Products aren’t flipped, dropped, tumbled around, or touched by human hands. The more products are moved around during the process, the more they lose their protein, the shorter their shelf life will be. The proper, careful handling by SystemFlex ensures full product integrity and safety. Products virtually don’t risk damage, loss, bulking or bacterial contamination and keep their optimum quality level.

Once products reach the packing area, Marel TrayTrack is the next excellent means of food-safe transport. This computer-controlled system consists of tray carriers suspended from a standard overhead conveyor. TrayTrack distributes work efficiently over multiple price/weight labelers, avoiding the accumulation of buffers of product. It prevents human touching and frees up floor space.
Thorough cleaning
The prevention of cross-contamination is essential for food safety. It already starts with live bird handling. Marel’s ATLAS transport module has been designed for easy cleaning, without blind spots. This, together with a well-thought-out washing system with its precisely targeted sprays, ensures that modules return thoroughly cleaned to the growing farm, providing the best possible start to a food-safe process.

Safe transfer
The importance for food safety of keeping all processes in line means automatic line-to-line transfer from one department to another. Decades of experience with automated rehang systems have resulted in the development of LineLink auto-transfer machines. From killing to evisceration and from evisceration to air chill lines they are capable of rehanging up to 15,000 products per hour at virtually 100% efficiency, without birds touching each other or dropping on the floor. Transfer from chilling to whole product distribution line and onwards to ACM-NT cut-up equipment is also automatic and safe.
Hygienic processing
Evisceration and giblet harvesting are areas, where poor hygiene can adversely affect food safety. Marel automatic equipment has been designed to keep this risk to an absolute minimum. Venting and opening machines leave vents and attached intestine undamaged. Marel was the first equipment manufacturer to transfer the drawn viscera pack to a separate processing line. Packs are transferred with inedible, potentially contaminating organs hanging down and away from the edible giblets. This evisceration method, to be found in Nuova systems, ensures the most hygienic possible process.
Keep the process in-line
Maturing carcasses before filleting them makes for more tender breast meat and is now widely practiced. This can involve the manual transfer of product to and from crates in a maturation buffer. Human touching, product contact and buffering are however, unwanted scenarios in a food-safe process. To save labor and improve food safety, Marel offers its two-stage in-line maturation chill system, where products are chilled and matured at the same time. Products stay in-line all the time and there’s no need for de-shackling, piling up chicken in crates or re-shackling.
Benefit from automation
When talking about food safety, manual cut-up and deboning processes, with many hands touching the product, are far from optimal. Food safety at these plants would benefit from automation. Automatic cut-up systems, fed intelligently by distribution systems and software, have been a regular feature in poultry processing plants for many years now. Two recent Marel developments of its ACM-NT cut-up system have a strong impact on food safety. These are the Thigh Fillet System and Q-Wing, two completely automatic and in-line processes, where no human touching is involved.
Bone-free safety
It doesn’t feel safe when you find a piece of bone in meat claimed to be bone-free. The human assessment is not always effective in bone detection. To meet industry safety and quality standards, automatic bone detection has become an essential part of the food production. X-ray technologies, such as Marel’s SensorX, are available to support this process and increase the level of food safety.
SensorX detects residual bone and other unsafe elements such as metal, stone and glass. It’s a proven ultra-reliable tool, giving the lowest number of costly false positives.
Automate manual trimming
Removing unwanted pieces of meat from the main product will often be a manual process too. The same goes for portioning products to strips or cubes with a uniform look and weight. Doing these jobs manually can compromise food safety. Devices such as I-Cut 122 TrimSort will assist in automated trimming, cutting and portioning without manipulating products on the belt, without compromising product integrity, without jeopardizing food safety.
Packing safety
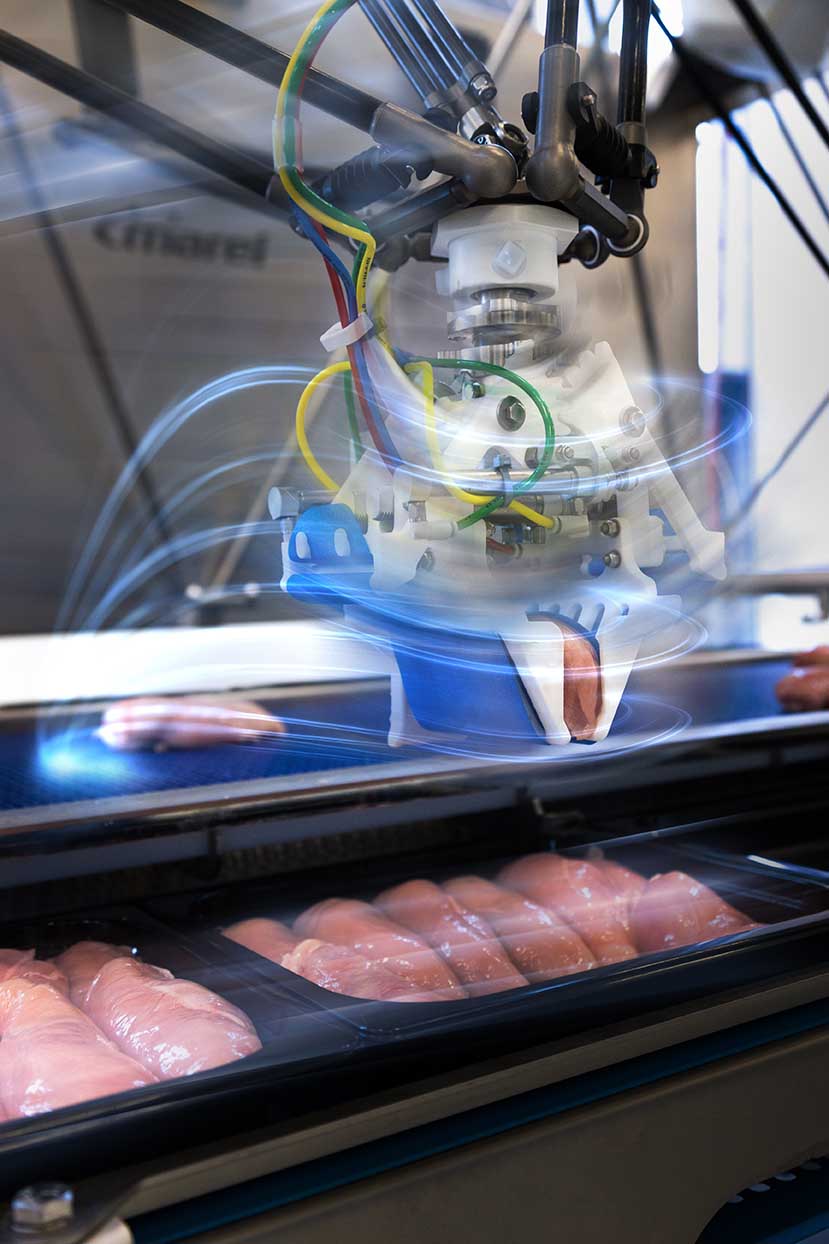
In processing plants, it is in the packing department where the most people and manual operations can be found. It is also in the packing department where avoidable buffers of product typically happen. Both can compromise food safety. In the retail breast meat and leg packing line, RoboBatcher Flex can replace human actions. Besides producing super-accurate fixed weight tray packs automatically, this machine can also style them. Human hands no longer have to arrange fillets on the tray.
RoboBatcher is not the only technology available from Marel able to batch product automatically into fixed weight units. Marel also offers a range of MultiHead weighers, which will batch both bone-in and boneless portions into retail and bulk packs.
Traceability
Software can play a significant role in food safety matters. Reliable data gathering is the key to trace a product in time to prevent a recall. Most of all, full traceability allows processors to pinpoint the precise cause of problems and take quick remedial action to prevent a repetition and avoid losing business.

In case of a food safety issue suspected or identified by the customer, this will result in the smallest possible batch of products to be recalled. Having the capability to trace the issue back to its source, Innova helps the processor isolate the products concerned rapidly and prevent them from reaching consumers. Innova ensures that every piece of poultry that reaches the end consumer is safe.
Keep the processes hygienic and in line, prevent cross-contamination, automate wherever possible and opt for logistical solutions, which avoid buffers and move product smartly from live bird handling through each individual process to the chill store. These are the preconditions for a poultry operation, which is truly food safe.















