

Evaluation of working time requirements of different grading and vaccination processes.
![]() One of the most important measures for the quality of poultry breeding stock is the uniformity of the flock (Zuidhof et al. 2015). Even though flock uniformity does not allow for the prediction of the bird’s performance, good flock uniformity can help ensure optimal flock management.
One of the most important measures for the quality of poultry breeding stock is the uniformity of the flock (Zuidhof et al. 2015). Even though flock uniformity does not allow for the prediction of the bird’s performance, good flock uniformity can help ensure optimal flock management.
Good uniformity allows flock managers to ensure the nutritional needs of the birds are met by way of feed increases and it also adds to the success of the photo-stimulation period thus resulting in a better overall flock performance (Robinson 2003, Marcos 2013). It also helps to eliminate competition between birds improving their welfare. In order to enable consistent development of the entire flock, dividing into different weight groups is an established and effective method to manage broiler breeders.
In practice, birds are graded various times according to their weight and fed in a way that achieves a desired weight, leading to a more uniform population (Harrison 2006). The leading breeding companies grade birds either by visual assessment or by weighing each individual bird. This process can be ergonomically challenging and labor-intensive. During the rearing period, many routine tasks are not automated. Another task that requires considerable manual input is vaccination.
Solution approach
 To simplify the process, a specialized device was developed over a period of 3 years by Agri Advanced Technologies (AAT), an EW GROUP subsidiary specializing in automation. This device saves time and labor by combining the vaccination and grading processes and birds only need to be handled once. It also contributes to higher precision during data collection. For this purpose, operations are partially automated and combined. The device weighs and grades the birds in up to three groups, and is equipped with 22 suspension cradles, in which the birds are supported at the base of their wings, ensuring comfortable handling of the birds with their heads in an upright position. Once applied onto the grading device, the birds can be vaccinated manually during the grading process.
To simplify the process, a specialized device was developed over a period of 3 years by Agri Advanced Technologies (AAT), an EW GROUP subsidiary specializing in automation. This device saves time and labor by combining the vaccination and grading processes and birds only need to be handled once. It also contributes to higher precision during data collection. For this purpose, operations are partially automated and combined. The device weighs and grades the birds in up to three groups, and is equipped with 22 suspension cradles, in which the birds are supported at the base of their wings, ensuring comfortable handling of the birds with their heads in an upright position. Once applied onto the grading device, the birds can be vaccinated manually during the grading process.
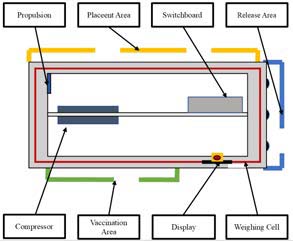 The cradles are mounted to a chain moving counterclockwise around the device. Different areas are designated for vaccination, grading and placement. The yellow strips in Image 2 illustrate where the birds are placed on the device. Vaccinations can be performed in the green area and grading in up to three different weight groups takes place in the blue area. In front of the grading area, a weighing cell records a bird’s weight with an accuracy of 98 percent.
The cradles are mounted to a chain moving counterclockwise around the device. Different areas are designated for vaccination, grading and placement. The yellow strips in Image 2 illustrate where the birds are placed on the device. Vaccinations can be performed in the green area and grading in up to three different weight groups takes place in the blue area. In front of the grading area, a weighing cell records a bird’s weight with an accuracy of 98 percent.
Because the wings are supported in a fixed position, the chest is easily accessible. As well as grading, the device allows precision breast vaccination, as well as other types of vaccination methods – via the eye, neck or wing. All of these are undertaken in a calm manner with the birds head in an upright position at all times.
 The device is operated and controlled via a touchscreen interface. The grading data is saved on a USB and can be transferred to a computer using evaluation software compatible with Microsoft Excel. In addition to the average flock weight, the coefficient of variation (CV), uniformity and weight of every bird are collected. In doing so, the uniformity of the entire flock can be reliably determined during grading, whereas without the device, securing uniformity is more or less based on random sampling of birds and visual assessments.
The device is operated and controlled via a touchscreen interface. The grading data is saved on a USB and can be transferred to a computer using evaluation software compatible with Microsoft Excel. In addition to the average flock weight, the coefficient of variation (CV), uniformity and weight of every bird are collected. In doing so, the uniformity of the entire flock can be reliably determined during grading, whereas without the device, securing uniformity is more or less based on random sampling of birds and visual assessments.
Until now there has been no scientific data to determine the hourly rate and working time requirements of manually undertaking the grading or vaccination process versus automation of the process.
Method
A project at the University of Göttingen examined the extent to which automated vaccination and grading processes are superior to manual processes. Before comparing the different procedures, the University’s Department of Agricultural Economics and Rural Development used a questionnaire to evaluate the vaccination and grading processes in different Aviagen® grandparent operations throughout the world. Wage levels and processing costs in different countries were examined for economic assessment. The results of the survey showed differences in the grading process between individual farms, meaning grading processes could not be directly compared. The most comparable farms were therefore selected based on working times. Farms with faster grading and vaccination processes were selected in order to set a benchmark for the device output.
For the study, working times were measured in accordance to the established REFA method (time and motion study), which breaks the process down into individual working elements, which were measured until the metrics were statistically valid.
Working elements are differentiated between cyclic and non-cyclic. For cyclic working elements, the epsilon value is applied to assess data quality. The epsilon value should lie below 15 percent in agricultural working time recording. The aim is to achieve the lowest possible epsilon value (Schick 2006; Fricke 2016). The quality of non-cyclic working elements is determined by the CV, which should lie below 35 percent in agricultural measurements. The lowest-possible CV is desirable (Marbé-Sans et al. 2005).
Analysis
The survey of the operations showed that both grading and vaccination are carried out in various different ways. The manual grading scales (as applied in the U.K.) and the manual vaccination (as applied in the Netherlands) were used as the basis for further research. Only vaccinations in the chest were considered.
Within the survey, work flows were classified in different working elements, and were documented from the set-up to dismantling of the necessary equipment. Measurements were recorded from the device entering the pen until leaving the pen. Within the six month investigation period from April until September 2017, 3,461 individual measurements of different working elements were performed. As well as working time recording of manual processes in the U.K. and the Netherlands, an evaluation of automated grading and vaccination in Spain took place. The main reason for this was that Aviagen S.A.U. had already used the first prototype of the grading and vaccination device and thus had experience with the new device.
Results
The results of the analysis were statistically evaluated and differences were statistically tested. All epsilon values and CVs were below P=x, in line with the parameters provided in the literature.
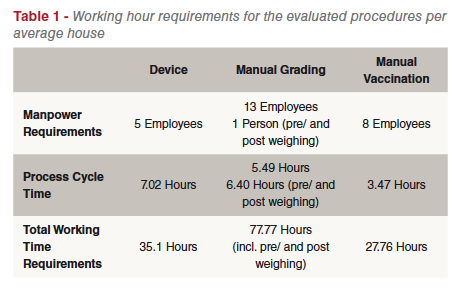 In a second step, a farm was set-up with 10,473 birds, which was representative for broiler grandparent rearing houses. Working time requirements of the individual processes were extrapolated and compared. To determine flock-specific boundary weight values, the manual and automated separation test weighing was included for 10 percent of the bird population. The work required for the individual processes was fundamentally different. For the average house with 10,473 birds using manual grading and vaccination, 105.5 working hours were needed, while the automated process required only 35.1 working hours. With automated processes the five employees took 7.02 hours to grade 10,473 birds. The working time was shorter with the manual method, however 13 additional people were required and therefore the total working time was higher. The results of the working time evaluation are illustrated in Table 1.
In a second step, a farm was set-up with 10,473 birds, which was representative for broiler grandparent rearing houses. Working time requirements of the individual processes were extrapolated and compared. To determine flock-specific boundary weight values, the manual and automated separation test weighing was included for 10 percent of the bird population. The work required for the individual processes was fundamentally different. For the average house with 10,473 birds using manual grading and vaccination, 105.5 working hours were needed, while the automated process required only 35.1 working hours. With automated processes the five employees took 7.02 hours to grade 10,473 birds. The working time was shorter with the manual method, however 13 additional people were required and therefore the total working time was higher. The results of the working time evaluation are illustrated in Table 1.
 In the course of manual grading, for a 10 percent sample of the flock, both pre and post weights are required, and are carried out independently of the grading. With the automated procedure, the pre-weighing is already integrated in the process run-time. The need for post weighing is not required as the device records all individual bird weights. This fact is already taken into account in the total working time requirements.
In the course of manual grading, for a 10 percent sample of the flock, both pre and post weights are required, and are carried out independently of the grading. With the automated procedure, the pre-weighing is already integrated in the process run-time. The need for post weighing is not required as the device records all individual bird weights. This fact is already taken into account in the total working time requirements.
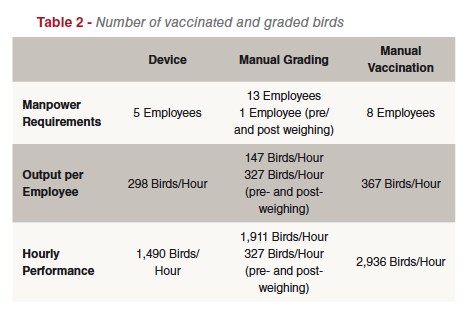
 Apart from the working time requirements, the different processes can be analyzed additionally by their hourly capacities, which indicates the performance of each employee. This analysis showed that the performance per employee is twice as high for automated vaccination and grading compared to manual grading alone. Due to the high hourly output of manual vaccination, the output per employee is also higher than that of the device-based process. The results are shown in Table 2.
Apart from the working time requirements, the different processes can be analyzed additionally by their hourly capacities, which indicates the performance of each employee. This analysis showed that the performance per employee is twice as high for automated vaccination and grading compared to manual grading alone. Due to the high hourly output of manual vaccination, the output per employee is also higher than that of the device-based process. The results are shown in Table 2.
Apart from the acquisition costs of the grading and vaccination device, knowing the hourly wage and possible number of gradings and vaccinations per device is crucial to determine the cost-effectiveness of automation.
Conclusion
The newly developed automated vaccination and grading process is superior to the manual process when it comes to working time requirements. The total run time of 7.02 hours enables the vaccination and grading of an average farm with five employees within a working day. Due to the device’s support and the integration of vaccination and grading processes, the working time requirements are reduced by simultaneously increasing efficiency and accuracy.
The automated process is preferable to manual grading and vaccination as seen in the results of this study. However the advantage of the automated process is that it reduces the labor requirement. Furthermore, when using the device, it is recommended that vaccination and grading are to be carried out at the same time. By combining the grading and vaccination process it promotes animal welfare by reducing the number of times the birds are handled and also because the birds head stays in an upright position.
With regards to workplace efficiency, automated processes offer additional benefits apart from ergonomic advantages. The digital collection of the flock’s individual bird weights enables optimal flock management and a record can be maintained and referred back to. Special attention was paid to the biosecurity and hygiene of the device during the design process. The risk is minimized by having one device per site, a multi-stage cleaning and disinfection program, and rest periods between grading and vaccinations. The reduced need for personnel when using automated grading and vaccination also improves biosecurity because fewer external workers are needed.
References
Fricke, W. (2016): Arbeits- und Zeitwirtschaft verstehen – Von der Zeitstudie bis zur Abtaktung. 1. Auflage. Books on Demand, Norderstedt.
Harrisson, J. (2006): Management of broiler parent stock in rear after grading to 15 weeks. Zootecnica International (2006) 58 (9): 1 – 2. Marbé-Sans, D.; Heitkämper, K.; Schick, M. (2005): Arbeitswirtschaftliche Kennzahlen in Spezialkulturen. Agrarforschung 12 (8): 338 – 343.
Marcos, C. (2013): Grading breeder pullets for uniformity and best production. Zootecnica International 65 (5): 54 – 58.
Robinson, F. E. (2003): Flock Uniformity and Female Broiler Breeder Management. In: Robinson, F.E., Fasenko, G.M., Renema, R.A. (Hrsg.): Optimizing Chick Production in Broiler Breeders – Volume 1: Broiler Breeders Production Series. Spotted Cow Press, Edmonton, S. 59 – 64.
Schick, M. (2006): Dynamische Modellierung landwirtschaftlicher Arbeit unter besonderer Berücksichtigung der Arbeitsplanung. Habilitationsschrift. Ergonomia Verlag, Stuttgart.
Zuidhof, M.J.; Holm, D.E.; Renema, R.A.; Jalal, M.A.; Robinson, F.E. (2015): Effects of broiler breeder management on pullet body weight and carcass uniformity. Poultry Science 94 (6): 1389 – 1397.
Authors
Prof. Dr. Ludwig Theuvsen and Hauke Tergast, Department of Agricultural Economics and Rural Development, Georg-August-University Göttingen, Germany
Jörg Hurlin, Agri Advanced Technologies GmbH, Visbek, Germany


